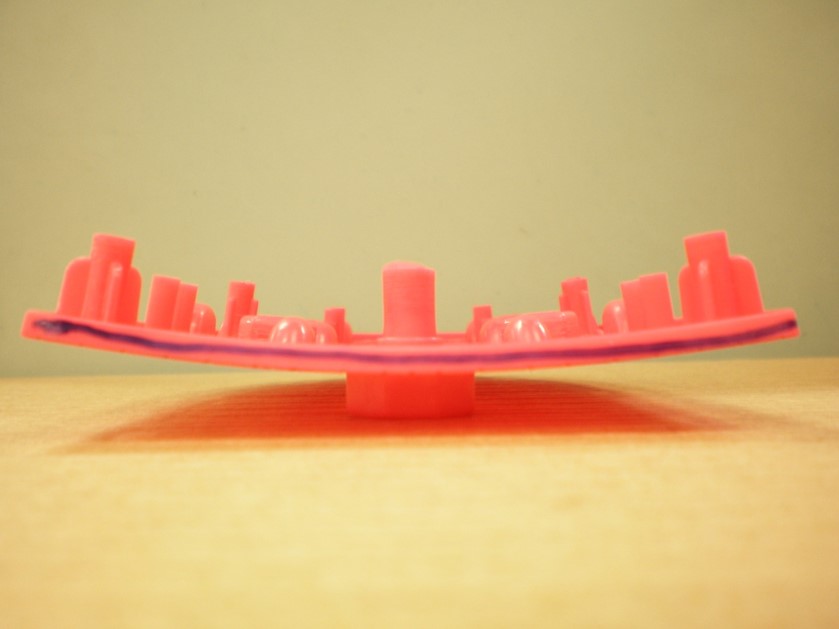
Produktverzug
der Grund:
1. Das Produktdesign ist unangemessen.
2. Das Produkt ist zu dick.
3. Ungleichmäßige Kühlung.
4. Der Einspritzdruck ist zu hoch.
5. Die Auslegung des einströmenden Wassers ist unzumutbar; unterschiedliche Fließrichtungen führen zu unterschiedlicher Verengung.
6. Zu viele Unterschnitte.
7. Der Fingerhut reicht nicht.
8. Der Formhohlraum ist zu heiß.
9. Umkehrung der Materialbefüllung.
10. Unangemessene Materialauswahl.

Lösung:
1. Erhöhen Sie die Abkühlzeit.
2. Erhöhen Sie die Haltezeit.
3. Erhöhen oder verringern Sie den Einspritzdruck.
4. Erhöhen oder verringern Sie die Formtemperatur.
5. Stellen Sie je nach Richtung der Produktverformung unterschiedliche Temperaturen für die Vorder- und Rückseite der Form ein (die Verformung tendiert zur Seite mit der höheren Formtemperatur).
6. Verwenden Sie einen mehrstufigen Haltedruck, stellen Sie den Haltedruck von hoch auf niedrig oder von niedrig auf hoch ein.