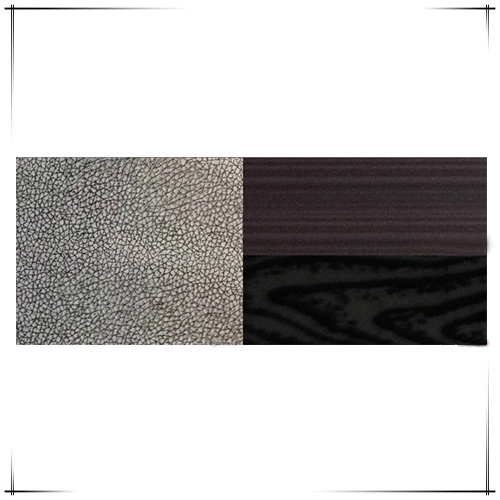
Die Texturierung ist ein sehr häufiger Prozess beim Bau einer Form. Was ist Formtexturverarbeitung? Darüber werden wir heute sprechen. Bei der Texturierung handelt es sich um einen Prozess, bei dem eine Form geätzt wird, um die gewünschten Oberflächen (wie Nebeloberflächen, Muster usw.) zu erreichen. Wenn Sie nur kleine natürliche Muster benötigen, wie etwa eine Nebeloberfläche, dann ist nur eine ...
Die Arten transparenter Kunststoffrohstoffe sind üblicherweise Acryl oder PMMA, PC, PET, transparentes Nylon usw. Darunter sind wir mit drei Arten von Kunststoffen in Berührung gekommen: PMMA, PC und AS. Transparente Materialien werden üblicherweise in sechs Hauptanwendungsbereichen verwendet: (1) Waren des täglichen Bedarfs: Transparente Folie: PE, PP, PS, PVC, PET usw. für Verpackungen, landwirt...
Düsen der Grund: 1. Die Einspritzgeschwindigkeit ist zu langsam oder zu schnell. 2.Der Einspritzdruck ist zu niedrig. 3.Die Haltezeit ist zu lang. 4. Die Formkühlung war ungleichmäßig. 5. Die Temperatur in der Nähe des Formangusses ist niedrig. 6. Die Oberflächentemperatur der Form ist zu niedrig. 7.Die Formöffnungsgröße ist zu klein. 8. Die Gestaltung der Torposition ist nicht sinnvoll. 9.Der Gat...
Die am häufigsten verwendeten Schweißverfahren für Technische Teile aus Kunststoffformen sind: Hochtemperatur-Werkzeugschweißen, Rotationsschweißen, Vibrationsschweißen, Ultraschallschweißen und andere Verfahren: Hochfrequenzschweißen, Induktionsschweißen, Heißgasschweißen, Laserschweißen usw. Um eine hochwertige und reproduzierbare Schweißqualität zu erzielen, muss ein geeignetes Schweißverfahren...
Wir haben zuvor über die Schimmelstruktur gesprochen. Es gibt die folgenden 7 Verfahren zur Erstellung von Schimmelpilztexturen: 1.Reinigung der Hohlraumoberfläche 2. Bedecken Sie die Hohlraumoberfläche, die keine Struktur haben muss, oder streichen Sie sie mit antiseptischer Farbe an. 3.Trocknen der antiseptischen Farbe 4. Reinigen Sie die Hohlraumoberfläche, die strukturiert werden soll, mit ent...
Blasen sind das Phänomen kleiner Volumina oder Porenreihen im Inneren des Produkts. Durch die Abkühlung der Schmelze wird eine große Menge Gas in die Schmelze eingemischt. 1. Das Entlüftungssystem ist defekt oder blockiert 2. Das Kühlsystem ist nicht richtig eingestellt, wodurch die Materialkühlung ungleichmäßig oder unzureichend ist. 3. Die Einspritzgeschwindigkeit ist zu hoch 4. Die Materialtemp...
Grat der Grund: 1. Unzureichende Klemmkraft. 2.Der Einspritzdruck ist zu hoch. 3. Die Einspritzgeschwindigkeit ist zu hoch. 4.Der Haltedruckschalter ist zu spät. 5. Unzureichende Formunterstützung. 6. Defekt der Formtrennfläche. 7.Die Schmelztemperatur ist zu hoch. 8. Niedrige Viskosität. Lösung: 1. Füllgeschwindigkeit oder Haltedruck reduzieren. 2. Verbessern Sie die Klemmkraft. 3. Ändern Sie die...
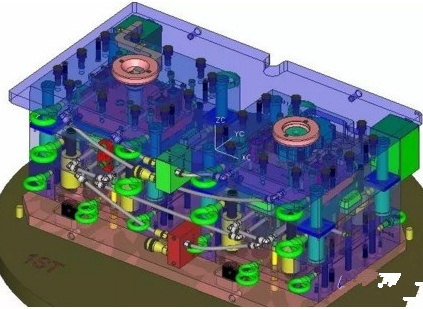
1. Der Wasserkreislauf der Hohlräume und Kerne ist möglichst lückenlos und ausgewogen gestaltet. 2. Nachdem sich der Hohlraum um 180 ° von der Mitte aus gedreht hat, muss er mit dem Kern übereinstimmen. 3. Normalerweise wird zuerst der Hartgummiteil und dann der Weichgummiteil eingespritzt, da sich Weichgummi leicht verformt. 4. Die Düse der Dreiplattenform sollte vorzugsweise für eine automatisch...