Mängeldiskussion an Kunststoffformteilen
Apr 30, 2020
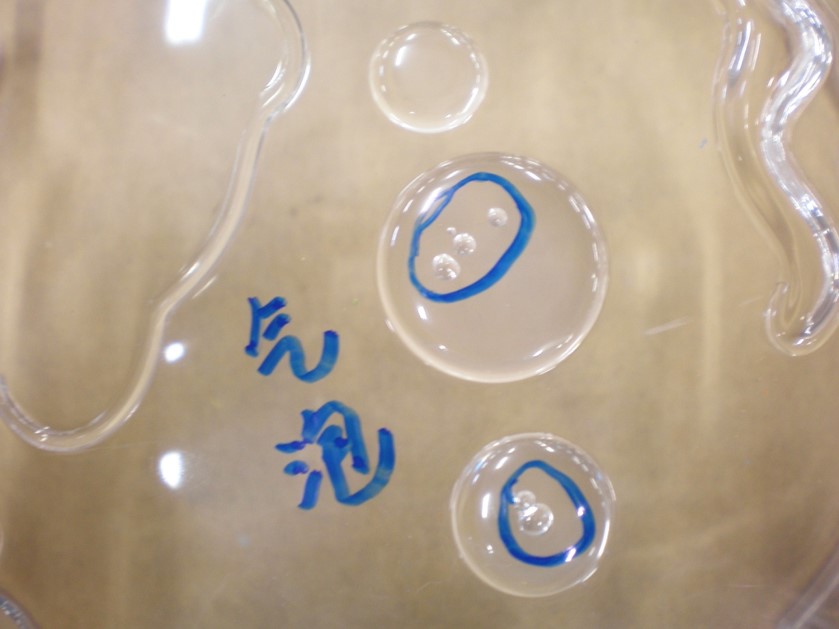
Heute besprechen wir die Injektionsfehler von Brandflecken. 1. Schlechte Entlüftung, das Restgas im Hohlraum erzeugt aufgrund der adiabatischen Kompression hohe Temperaturen 2. Die Oberfläche des Hohlraums ist nicht glatt genug, um eine kleine Menge Kunststoff leicht zu haften, der durch hohe Temperaturen leicht versengt und dann in die Schmelze gemischt wird 3. Die Schmelztemperatur ist zu hoch 4...