Kurzer Schuss
Nov 29, 2019
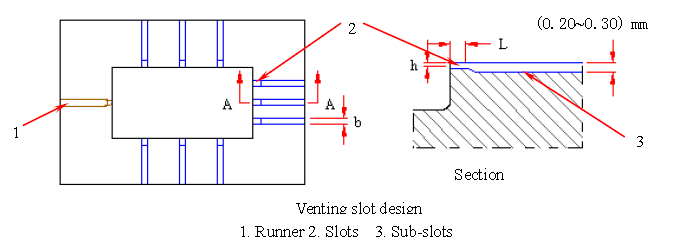
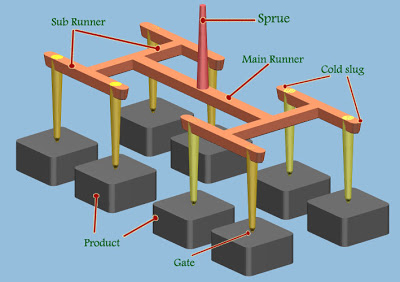
Im letzten Artikel haben wir über den Faktor gesprochen, der zu Kurzschüssen führt. Heute werden wir darüber sprechen, wie wir es verbessern können. Die Verbesserungen sind wie folgt: 1. Belüftungsstruktur ändern oder verbessern; 2. Torsystem ändern oder verbessern; 3. Erhöhen Sie die Abschnittsdicke. 4. Entwerfen Sie einen geeigneten Kaltbrunnen. 5. Erhöhen Sie die Einspritzgeschwindigkeit entspr...