Zelle der Grund: 1. Der Haltedruck ist zu niedrig. 2. Die Haltezeit ist zu kurz. 3. Die Einspritzgeschwindigkeit ist zu hoch. 5. Der Gegendruck ist zu niedrig. 6. Die Formtemperatur ist zu niedrig. 7. Das Produkt ist zu dick. 8. Die Schmelztemperatur ist zu hoch. Lösung: 1. Erhöhen Sie den Gegendruck der Schmelze. 2. Reduzieren Sie das Rückwärtsseil. 3. Haltedruck erhöhen. 4. Erhöhen Sie die Halte...
Wir alle wissen, dass Produkte Hinterschneidungen aufweisen. Normalerweise wird die innere Hinterschneidung des Produkts durch einen Heber und die äußere Hinterschneidung durch einen Schieber freigegeben. Welche Struktur verwenden wir, wenn die innere Hinterschneidung des Produkts nicht als Heber verwendet werden kann? Wie unten gezeigt: Bei diesem Produkttyp ist kein Heber möglich, sondern nur da...
Die Heißkanalform bietet folgende Vorteile: 1. Reduzieren Sie die Ausschussquote der Teile und verbessern Sie die Teilequalität. 2. Reduzieren Sie die Produktverformung und verbessern Sie das Erscheinungsbild des Produkts. 3. Verbessern Sie die Produktivität und erreichen Sie eine automatisierte Produktion. 4. Erweitern und verbessern Sie die Konsistenz und Ausgewogenheit der Produkte; 4. Verkürze...
Nylon ist der wichtigste Werkstoff für technische Kunststoffe. Es zeichnet sich durch seine hohe Widerstandsfähigkeit und lange Geschichte aus. Heute sprechen wir über Nylon und modifiziertes Nylon. PA66 und PA6 sind bekanntlich die beiden gängigsten Nylonmaterialien. Neben PA66 und PA6 gibt es jedoch auch viele weitere Nylontypen, wie PA610, PA11, PA1010, PA1313, PA1414, PA612, PA9T, PA6T, PA12, ...
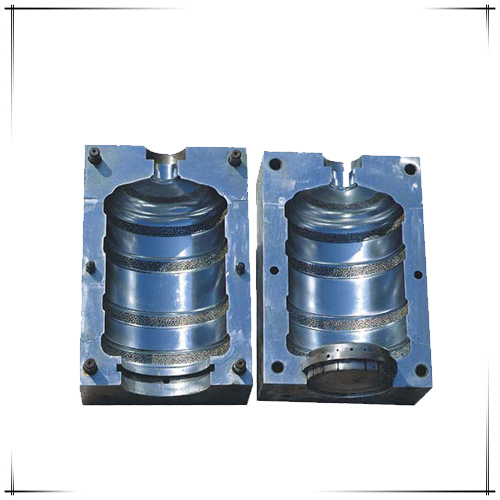
Eine Blasform ist eine Formart zur Herstellung hohler thermoplastischer Teile. Die bekannten Produkte sind Flaschen, Eimer, Gläser, Schachteln, Lebensmittelbehälter und so weiter. Große Blasformbehälter werden zum Verpacken von Chemikalien, Schmiermitteln und Schüttgütern verwendet. Zu den weiteren Blasformprodukten zählen Bälle, Blasebälge und Spielzeuge. Und es wird auch für die Herstellung von ...
Bindenaht Ursachen: 1. Das Produktdesign ist unangemessen. 2. Die Einspritzgeschwindigkeit ist zu langsam. 3. Der Einspritzdruck ist zu niedrig. 4. Die Injektionszeit ist zu kurz. 5. Die Oberflächentemperatur der Form ist zu niedrig. 6. Unzureichende Absaugung. 7. Die Torposition ist unzumutbar. 8. Die Schmelztemperatur ist zu niedrig. Lösungen: 1. Erhöhen Sie die Materialtemperatur. 2. Verbessern...
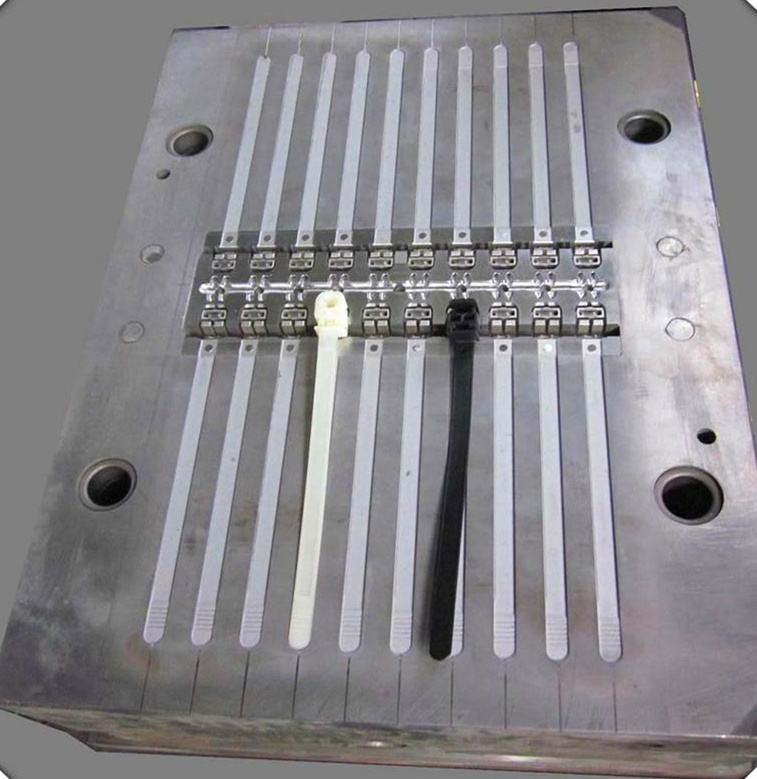
1. Achten Sie auf die Formtemperatur Je niedriger die Temperatur der hitzebeständigen und abriebfesten Nylonkabelbinder bei der Herstellung ist, desto schneller kühlt das Material im Formhohlraum ab. Dadurch verkürzt sich die Entnahmezeit des Produkts erheblich und die Effizienz des Formvorgangs wird verbessert. Zu niedrige Temperaturen können jedoch zu Beeinträchtigungen des Produkts führen, beis...
Eine Extrusionsform ist eine Art Formgebungsform, die Formgebung erfolgt jedoch durch Extrusion. Es wird häufig in Aluminiumformstrukturen und auch in Kunststoffteilen verwendet. Im vorderen Bereich des Extruders werden Rohre oder Profile hergestellt. Kurz gesagt ist eine Form ein Werkzeug zum Formen eines Objekts. Das Werkzeug besteht aus verschiedenen Teilen. Verschiedene Formen bestehen aus unt...
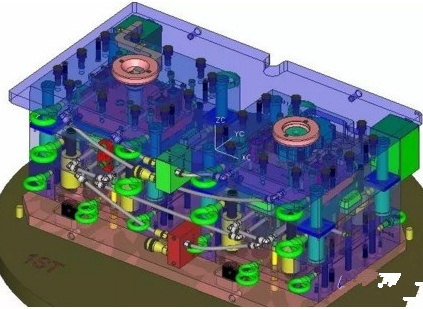
1. Der Wasserkreislauf der Hohlräume und Kerne ist möglichst lückenlos und ausgewogen gestaltet. 2. Nachdem sich der Hohlraum um 180 ° von der Mitte aus gedreht hat, muss er mit dem Kern übereinstimmen. 3. Normalerweise wird zuerst der Hartgummiteil und dann der Weichgummiteil eingespritzt, da sich Weichgummi leicht verformt. 4. Die Düse der Dreiplattenform sollte vorzugsweise für eine automatisch...